kjpcummins
New member
I plan to machine the ends of the plate so the punch/die clamp system can be mounted to insure its all square. If i get further along and more concerned about it i can get a fully adjustable clamp system to square it up perfectly across the bed length. It will have two stations with two sets of punch/dies and back gauges that are adjustable for future use.
The first station will be two 2" wide punch/dies that are roughly 6 inches apart 90 deg bend. Next station will be two 5" punch/dies 3" apart 45 deg bend. Then the part is finished.
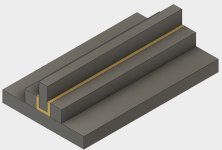
Guides is a good topic as im currently working on ideas for this. It seems these are done a few different ways. One i see used is linear guides and another is just two machined surfaces that are against each other that are greased. Here is another i could use on my frame design. Could use a greased brass slide or uhmw plastic.
The first station will be two 2" wide punch/dies that are roughly 6 inches apart 90 deg bend. Next station will be two 5" punch/dies 3" apart 45 deg bend. Then the part is finished.
Guides is a good topic as im currently working on ideas for this. It seems these are done a few different ways. One i see used is linear guides and another is just two machined surfaces that are against each other that are greased. Here is another i could use on my frame design. Could use a greased brass slide or uhmw plastic.