BC847
New member
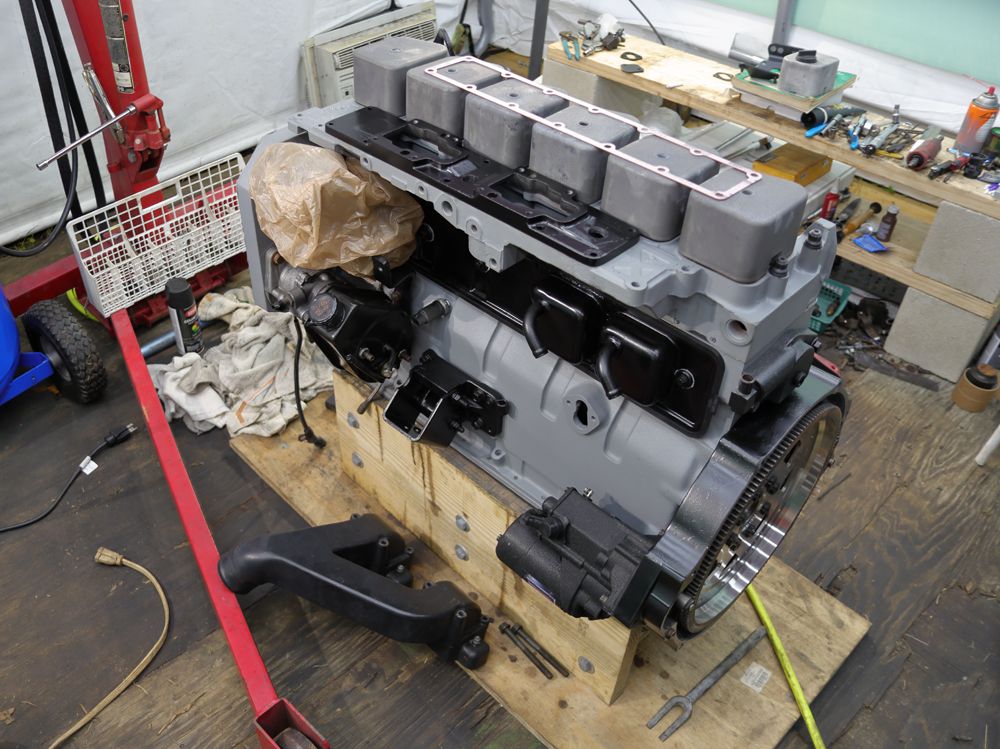
Still poking at it . . .
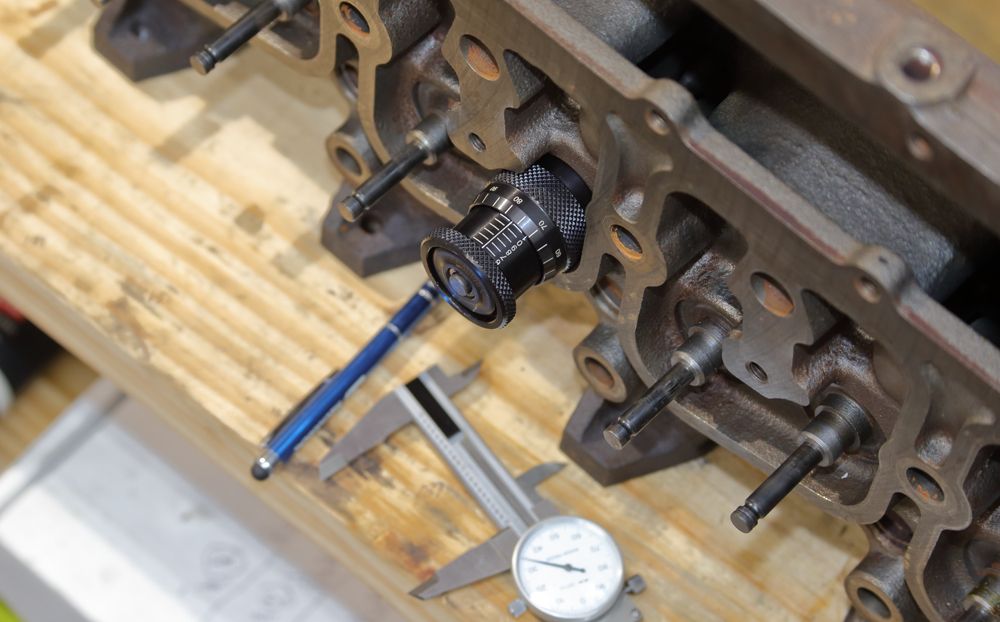
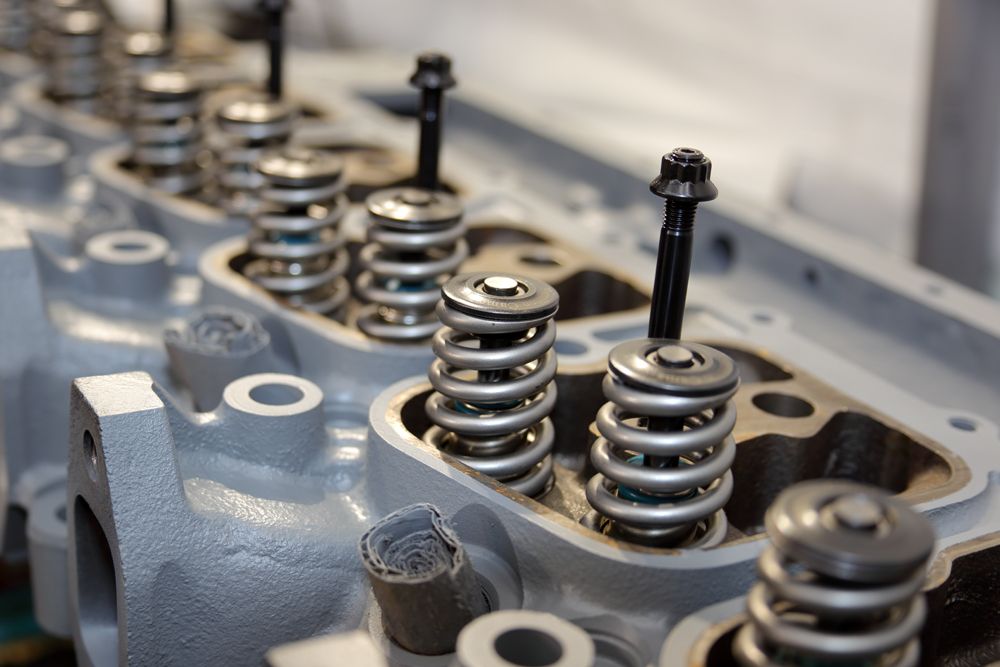
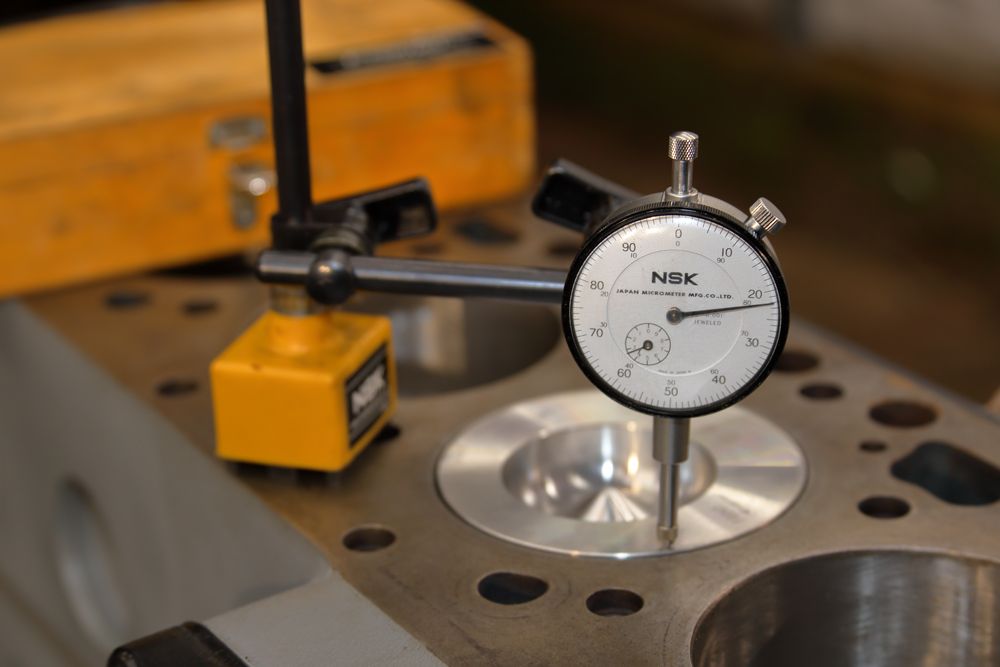
Lapped the valves today. The machinist was pretty-good with keeping the proper width seat, centered on the valve and what he had to work with in the head (the innermost angle (15*?) is scant in places). If I'm reading the Cummins manual right, this would have been the last time theses valve-seats can be cut (at 0.060" max valve top to head-deck). Service/replacement seats are out of the question as there's been notable whittling in there and to try and blend it in, would leave little on the bottom of the thing.

Started cleaning up the 12mm A1 head-studs harvested from the original build. Still gotta check the lengths.

Lapped the valves today. The machinist was pretty-good with keeping the proper width seat, centered on the valve and what he had to work with in the head (the innermost angle (15*?) is scant in places). If I'm reading the Cummins manual right, this would have been the last time theses valve-seats can be cut (at 0.060" max valve top to head-deck). Service/replacement seats are out of the question as there's been notable whittling in there and to try and blend it in, would leave little on the bottom of the thing.
Started cleaning up the 12mm A1 head-studs harvested from the original build. Still gotta check the lengths.





") To top it off, I initially pulled things up to 50ft/lbs. After 24 hours, pulled them up to 100 ft/lbs in two secession's. 24 hours later, pulled them first up to 115, and after a couple of hours, pulled them up to 125 ft/lbs. (Normally, I would simply allow an hour or more "rest" between stages but, I'm in no hurry here). I've used this method for years and after the above, have taken the truck out and after letting things come up to proper operating temps, promptly beat the chit out of it. No subsequent re-torques required.
To top it off, I initially pulled things up to 50ft/lbs. After 24 hours, pulled them up to 100 ft/lbs in two secession's. 24 hours later, pulled them first up to 115, and after a couple of hours, pulled them up to 125 ft/lbs. (Normally, I would simply allow an hour or more "rest" between stages but, I'm in no hurry here). I've used this method for years and after the above, have taken the truck out and after letting things come up to proper operating temps, promptly beat the chit out of it. No subsequent re-torques required.