chris lang
New member
- Joined
- Jun 27, 2010
- Messages
- 843
I had the same problem with coated bearings. SoCal diesel line honed the bearings flans got them where they needed to be.

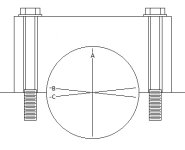
Top to bottom, and Cummins recommends 45 degrees on either side. I prefer going closer to the split in the cap, as if the fit is off between the block and cap, those are the numbers that will tell you. You'll have to go front and rear measurements due to the oil groove in the upper shell.
I believe he means he is using calipers to measure the thickness of the bearing, vs an outside mic. I sure hope nobody would attempt to check engine clearances like that. LOL
I'd say to put the new bearings in and plastigauge them. If you still have the same measurements in the same places, I'd start looking at the quality of the machine work.
Looking at the numbers from my current build, the shells are all .0970-.0972 thick. So yours seems to be in the ballpark. Be nice to know what the journals as well as the mains w/o bearings installed measure.
Sorry I should've specified.I meant to find inside diameter..yeah I've found a few sets.none of which come with the 3-4" Mic.but that one alone is only around 50 bucks..
Instead of plastigauge could I not install bearings inside main caps,torque down.measure inside and then measure crank journals and do some math? Same with rods??or would plastigauge be a better option.
You talking about just torquing mains to block and taking a measurement? I can do that with a straight edge and snap gauges I think.
http://m.ebay.com/itm/0-6-Outside-Micrometer-Mic-Set-0-0001-Precision-Machinist-Carbide-Instrument-/311050049438?nav=SEARCHSorry I should've specified.I meant to find inside diameter..yeah I've found a few sets.none of which come with the 3-4" Mic.but that one alone is only around 50 bucks..
Instead of plastigauge could I not install bearings inside main caps,torque down.measure inside and then measure crank journals and do some math? Same with rods??or would plastigauge be a better option.
I actually bought that set and checked them against our starrett mics. They were within 0-.001 of them.
one thousandth, or one ten-thousandth? That's a lot different